Do you want to be informed on new Posts on this Thread? (members only)
| S&S Swan General - Primary Turning Blocks |
|---|
|
Join Date: 15 April 2011
Posts: 395 |
||
|---|---|---|
|
Primary Turning Blocks Dear S&S Swan Members and especially The Professor, Attached please find apicture of one of my primary turning blocks, partially taken apart. The sheaves were frozen and the appearance was terrible so I asked a friend to see about dismantling them for restoration. I just talked to him and he is struggling with the 4 machine screws which are used to bolt the aluminum block to the SS base. You can also see from the picuture significant corrosion. So, I'm still thinking that I should pursue this effort to maintain the original "Swan" appearance. However, it would be a lot cheaper to buy new ss versions! What are your thoughts. Fair winds, Chris Mabel's Casse Tete 43/003  |
|
Join Date: 30 January 2007
Posts: 462 |
||
|---|---|---|
|
I understand very well the problem because it is the same I will face shortly. I have a few comments: 1) I think that you were pretty lucky in being able to free the sheaves; you can now fully restore their movement by rebuilding/redesigning the plastic shims, the bushings, the axle and possibly even the sheaves themselves. 2) I am not sure but apparently the part which is badly corroded is only one side in contact with the SS base, a part which is not visible. If this is so you could consider machining it to make it flat again and/or partly rebuilding it with thickened epoxy resin. 3) whatever you do, try to avoid ss/aluminum direct contact. Daniel, 411/004 Luna Menguante |
|
Join Date: 15 April 2011
Posts: 395 |
||
|---|---|---|
|
Dear Daniel, Thank you for your reply. I agree that I can make these functional again. With all this work, I would really like to completely dissemble the turning block so that I can annodize the aluminum again. That will be significant work, and cost, but may be worth the effort. Chris Mabel's Casse Tete 43/003 |
|
Join Date: 19 July 2007
Posts: 66 |
||
|---|---|---|
|
Chris. I have recently refurbished the turning blocks on our 411. The corrosion was not as extensive as yours. One tip that I found useful was, The thin disks between the sheaves and the housing are important to reduce friction. You can purchase PTFE (Teflon) in sheet form of various thicknesses. This is ideal to make these discs. Regards Paul Hierro 411 042 |
|
Join Date: 29 January 2007
Posts: 1033 |
||
|---|---|---|
|
Dear Paul, I think Delrin is better than Teflon, as this one over the time (and particularly as it gets wet) tends to expand. Fair winds matteo (47/069 Vanessa) |
|
Join Date: 19 July 2007
Posts: 66 |
||
|---|---|---|
|
Dear Matteo I tried to machine these discs from Delrin, but they were too thin to have any strength. the Teflon versions have survived a couple of seasons so far. I will dismantle one this winter and feedback. Regards Paul |
|
Join Date: 20 March 2011
Posts: 88 |
||
|---|---|---|
|
Hello Chris I'm sure I showed these DIY blocks off to you when you were here, maybe you've forgotten. We had the same problem on Hatha, and after looking for suitable replacements decided to make them myself. The housings are made up of 3 "cheeks", we used 3/16" 6061 aluminum, with 1" spacers in between to provide space for the sheaves. (working from memory). We used Harken roller bearing sheaves, 105 mm I believe. As I recall the Harken bearings are a little wider than the originals, so when making the template for the cheeks you'd need to make those a little wider. I wrote a program and used my cnc in my cabinet shop to make the parts, but it could be prettty easily done with your bandsaw, drill press, flush trimmer on your router, and a belt sander. I relocated the holes over the bearing races to allow fresh water for washing. Once you cut out all the parts you can bolt everything (minus the sheaves) together and clean up the outside with your sander. I had a machinist drill the center hole and make the axle pin, then took them apart and sent everything out for anodizing. I epoxied everything back together on final assembly. It's been at least 3 or 4 years now and those bearings just spin with a touch of the finger. Let me know if I can help. Tonyh 44 004 Hatha    |
|
Join Date: 30 January 2007
Posts: 462 |
||
|---|---|---|
|
Hi Tonyh, My compliments: it is a fine work and I acknowledge that it is a very good alternative vs overhauling the original. I have two questions: 1) exactly which model of Harken sheaves did you use? and, 2) I noticed an asymmetry in the position of the four bolts which unite the assembly and fix it to the base; is there a special reason for that? Daniel, 411/004 Luna Menguante |
|
Join Date: 20 March 2011
Posts: 88 |
||
|---|---|---|
|
Hi Daniel The Harken sheaves are #714 Hi-Load Sheaves, 127 mm. I followed the original footblocks as closely as I could, the mounting holes are offset so they go through the 1" spacers. If you compare my 1st and 3rd photos you can see this is a result of the shape of the forward spacer. I've included here a drawing of the parts, and looking up the file refreshed my memory so I need to make some corrections and suggestions. The cheeks are 1/4" 6061 aluminum, the spacers are 1". I now see that the center hole for the axle was in my program, so the mounting holes were drilled then the outside of the housings were smoothed after the axle was made. The top cheek is threaded for the axle, and the hole in the bottom cheek does not go all the way through. It is 3/4" diameter, so the axle has a shoulder machined into it to stop against the bottom plate. The threaded top of the axle is 1", while the body is 7/8" for the sheaves. All in all, not a really difficult project, but a little time consuming. But those sheaves run like a dream! My way of cutting the parts with a cnc router was a little bit problematic. If I were to do it again I would look into having them made by someone with a plasma cutter.  |
|
Join Date: 20 March 2011
Posts: 88 |
||
|---|---|---|
|
Sorry, clicked the wrong button! Here is drawing
Fair winds! Tonyh 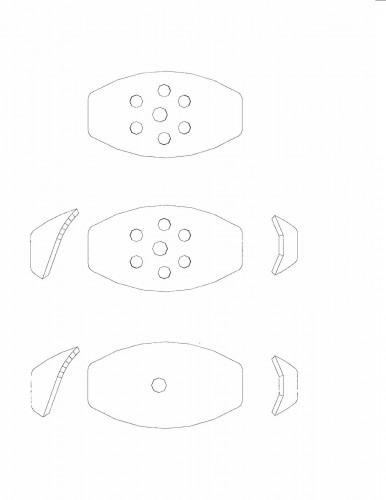 |
|
Join Date: 02 January 2008
Posts: 1547 |
||
|---|---|---|
|
Dear all
An estimate of the turning block loads:
If you have standard Lewmar 55 sheet winches, maximum expected handle load is 40 kg, and this generates some 1500 kg sheet load, which is also the SWL for the winch.
Two parts on the turning block generates 3000 kg SWL requirement, and #714 can cope well with this.
Kind regards
Lars
|
|
Join Date: 15 April 2011
Posts: 395 |
||
|---|---|---|
|
Dear Matteo and Paul,
Thank you. If I proceed with the resoration, I will keep this in mind.
Chris Mabel's Casse Tete 43/003 |
|
Join Date: 15 April 2011
Posts: 395 |
||
|---|---|---|
|
Dear Tony, You are correct; you did show them off to me and I did forget! Maybe I was focussed on your beauiful sliding hatch which you also built! Anyway, they are fantastic. The reason it's taken so long to reply is that I have been discussing options with my friend at the machine shop. I understand that I could build these as you describe but since I do not yet have a shop and there are so many other things that I need to address with my boat, I think a little help may be better for this project. In addition to the completely new turning block structure which you built, I think the Harken sheaves may turn with less friction. This would be a huge advantage and something I need to give serious consideration. In speaking with the machine shop, he thinks he can get mine apart pretty easily, on the lathe with a lot of muscle, so that I could have the body anodized black again. The sheaves are fine but, as suggested, I will need to replace the spacers. Still thinking abou this. I'll probably call you befoere I decide. Thanks for the pictures and description! Chris Mabel's Casse Tete 43/003 |
- Threads : 1715
- Posts : 10273
- Members: 823
- Online Members: 0